电话:0317-8099222
传真:0317-8098222
联系人:宋经理
QQ:1013039188
邮箱:bthjzzc@163.com

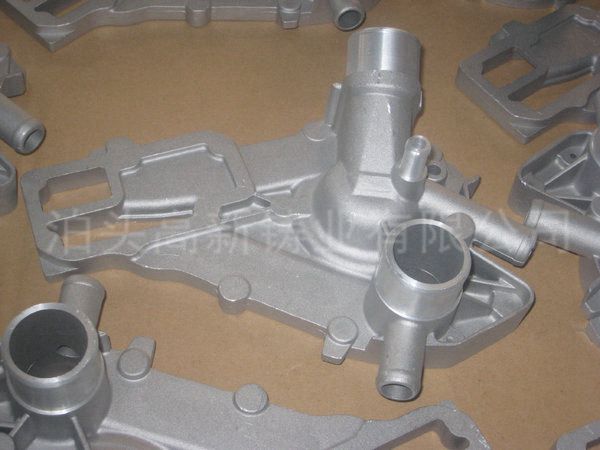
不锈钢精密铸造加工过程和不 因素和后处理
不锈钢铸造后处理:
不锈钢铸造在铸造完成后还要经过一系列的后处理,后处理主要是对产品表面质量和整体形状进行处理,它的工序 为复杂,包括抛丸、喷砂、咬酸、酸洗、粗磨、精磨、、焊修、电抛光、研磨等工序。在后处理工序中,产品没有固定的工艺流程,通常根据产品结构和现场的工作安排来协调加工流程。如在清理过程中,抛丸、喷砂、粗磨就没有先后顺序可以根据现场情况协调。
对于表面质量要求比较高的产品。要进行喷砂处理。喷砂是以压缩空气为动力,通过喷枪将砂料高速喷击铸件表面,以残留在铸件外表和内孔中的残砂及氧化皮。工艺上对喷砂使用的砂的种类、粗细以及喷砂压力都有明确要求。因为压力过大容易造成产品表面损伤,操作时还要注意不要把铸件正对喷枪口摆放,以防喷伤铸件。喷砂后的产品表面比抛丸后的产品表面细腻得多。
粗磨是用砂布带将内浇口磨低,磨至离铸件表面高度小于1mm。然后精磨,根据不同表面质量要求的产品,选用不同粗细的砂布带进行精磨。精磨时 精力集中,以防磨伤产品表面从检验车间转到焊修车间的都是表面有缺陷的产品。
一般来说产品的表面缺陷可分为两大类:凸出类和凹陷类。
凸出类缺陷有:飞边、毛刺、钢豆或较明显的合模线等。
凹陷类缺陷有:气孔、缩坑、切伤、磨伤等。修磨和焊补即是分别针对表面这两大缺陷的修补方式。
修磨主要就是利用气动风枪、绞磨机等修磨工具,装上不同型号和类型的磨头。把产品表面的凸出类缺陷修平、磨平。修产品大表面上的凸出类缺陷的时候会选择砂磨头,比较快。但是有一些孔、沟、槽等砂磨头修不到的地方就会用到钢磨头。因为钢磨头比较细,修那些比较小的地方会 便捷。焊补则是针对凹类缺陷的方式,比如:气孔、缩坑、切伤、磨伤等。
和焊修的目的相同。就是通过不同方式产品不同类型的缺陷,使不合格的产品合格。它主要是针对形状变形产品的校正。一般容易变形的都是一些造型简单、壁厚较薄的产品。至于那些壁厚较厚、而结构又复杂的产品则比较不易变形。对于一些可预见的变形,一般都会在压蜡工序中采取冷却工装、合理摆放等措施来进行预防以减少变形率、返修率。
不锈钢铸造加工过程的不 因素:
1、噪声:在清理工序中,清铲毛刺、清理铸件、铸件打箱时产生的噪音也是造身伤害的一种因素。
2、烟害:冲天炉、电弧炉的烟气中含有大量对人体的一氧化碳,在烘烤砂型或泥芯时也有一氧化碳排出。
3、气候因素:在铸造生产过程中,产生大量的热,特别是在夏天,车间内的温度经常达到40多度,影响生产,所以要注意劳动环境,防暑降温。
4、气体:在用焦炭熔化金属以及铸型、浇包、浇注等过程中,会产生能引起呼吸道的二氧化硫。
5、由于工作环境恶劣,易发生砸伤、碰伤、、灼伤等事故。
6、由于高温、高辐射热,易发生火灾及爆炸。