电话:0317-8099222
传真:0317-8098222
联系人:宋经理
QQ:1013039188
邮箱:bthjzzc@163.com

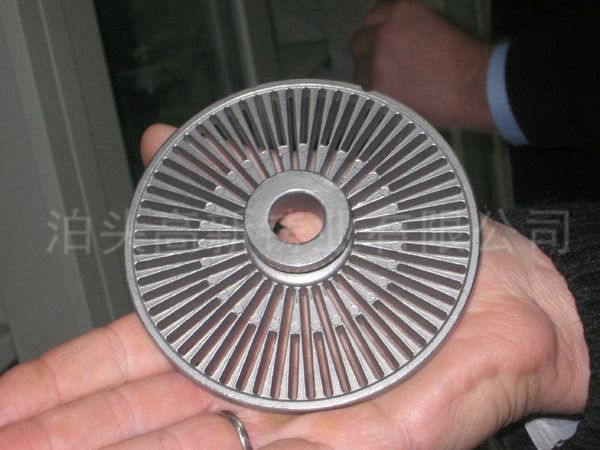
浅析精密铸钢件的质量提升方法与问题产生因素
铸钢件工艺简单说是用易熔材料,产品能制成可熔性模型,其上涂覆若干层特质的耐火涂料,经化和干燥形成一个整体的型壳后,在用热水或者蒸汽从型壳中熔掉模型。铸钢件的尺寸精度较高,产品的熔模铸造的工艺过程复杂,这样就会直接影响其铸件尺寸精度的因素较多,型壳在加热以及冷却过程中的线量变化,其合金的收缩率以及在凝固过程中铸件的变形。
铸钢件有着自己的优势,比如说铸钢件的精度非常高,还有就是铸钢件的表面非常光洁。也就是说生产加工出来的铸钢件铸件可以省下很多的机械加工工作,直接用于生活。所以说,铸钢件是非常方便的,而且非常的节省材料,可以节约资源。很多铸造方式都只能铸造比较简单的铸件,而铸钢件的另一个优点就是可以铸造非常复杂的铸件。不管是喷气式的叶片,还是流线型的内腔。可以说没有铸钢件做不到的,只有人类想不出来的。虽然曾经的经济危机影响了不锈钢铸造行业,但是原材料价格的下降似乎又给铸钢件行业带来了机遇,所以说未来的铸钢件行业的发展还是掌握在自己的手里。
总的来说铸钢件表面的清理分为干、湿两大类,干类清理法主要是抛丸处理,湿类清理法主要有点解液压清砂、水清砂等。
干类清理法就是以抛丸处理为主的摩擦处理方式对铸钢件表面进行清理,抛丸处理简单的说就是以压缩空气为动力,让弹丸以相应的速度喷射到不锈钢铸件的表面,清理表面的沾砂和氧化铁皮等,但是这种摩擦清理方法由于效率低,清理不均匀、效果差等原因,已经被众被造厂所采用,已经几乎被淘汰掉。
提高铸钢件铸件质量的方法:
1、进程规划:严格控制进程,合箱前,外型和砂芯是带温状况,浇注时钢液的流动性,对外表粗糙破损的地方选用福士科ISOMOL300醇基锆英粉涂料进行刷涂后点火烘烤,使铸型外表润滑。
2、模具规划:不锈钢铸件的外表处理榜首从模具下手,将模具的外表处理洁净,即外表用砂纸擦净后刷硝基油漆,对的铸件选用金属或塑料模具,进步模具外表的光洁度。
3、圆角规划:为避免不锈钢锻造时发生白口,除从技术上采纳办法外,有需要使其壁厚不能过薄,壁厚在15mm以上时,用金属型锻造铸件的转角处都有需要选用圆角;
4、壁厚规划:因为金属型散热快,因而不锈钢锻造的较小壁厚应比砂型锻造铸件的要大一些,各种锻造合金、不一样巨细的锻造较小壁厚;
5、打磨规划:打磨环节去掉飞边毛刺,对外表不平坦处,进行打磨处理,润滑过度。关于热处理完的铸件选用打磨精抛处理,钢丸粒度规模0.85~1.4mm,硬度HRC40-50,较大硬度误差±HRC3.0。
6、质料规划:原材料下手,外型和制芯运用锆砂树脂砂,目数75-150,选用热固树脂,混碾好的砂子耐火度高,外表润滑,溃散性好,落砂简单。
铸钢件铸件是机械产品中重要的一个零部件,对机械产品的性能有很大影响,机床铸钢件的和尺寸稳定性,直接影响机床的精度以及使用寿命,但是目前铸钢件还存在许多问题,这些问题的产生与哪些因素有关呢?下面做一个简单的分析。
1、铸造用原材料的质量,金属炉料、耐火材料、燃料、熔剂等材料的质量不合标准,会使铸件产生气孔、针孔、夹渣、粘砂等缺陷,影响铸件外观质量和内部质量,严重时会使铸件报废。
2、工艺操作,要制定合理的工艺操作规程,即根据铸件结构、重量和尺寸大小,铸造合金特性和生产条件,选择合适的分型面和造型、造芯方法,合理设置铸造筋、冷铁、冒口和浇注系统等,提高工人的技术水平,使工艺规程正确实施。
3、合理设计铸件,进行设计时,除了要根据工作条件和金属材料性能来确定铸件几何形状、尺寸大小外,还需要从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸铜件的成分偏析、变形、开裂等缺陷的产生。
此外,目前我国的铸件,但是整体质量差,经济效益差,为什么国内铸件会出现这样的状况呢?主要是因为国内铸造企业的竞争还停留在单纯的价格竞争,用价格来抢占市场,从而导致铸件质量差。除此之外,国内的铸造企业设备主要来自,没有自主的技术和创新能力;我国的铸造技术人才和技术工人也比较欠缺,而且铸件标准体系的完善以及与星际标准的接轨和检验认证工作还没有进一步的加强;与其他行业相比较,铸造行业在、培训方面虽然建立,但是还难以适应发展的铸造市场。
造成国内铸件质量差,除了工艺方面的因素,外部的一些因素也不容忽视,我国的铸件想要在国内星际市场上被认可,需要的是提高铸件质量,形成良好的竞争环境,自主,紧跟星际市场的潮流发展,不能闭门造车。