电话:0317-8099222
传真:0317-8098222
联系人:宋经理
QQ:1013039188
邮箱:bthjzzc@163.com

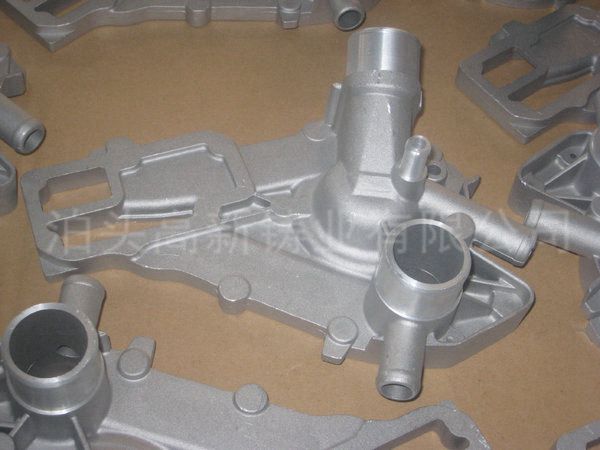
不锈钢精密铸造的概述及存在的问题
不锈钢铸造的概述:
不锈钢铸造或称熔模铸造,硅溶胶工艺。是一种少切削或无切削的铸造工艺,是铸造行业中的一项优异的工艺技术,其应用非常,不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其它铸造方法要高,甚至其它铸造方法难于铸得的复杂、、不易于加工的铸件,均可采用熔模铸造铸得。
熔模铸造是在古代蜡模铸造的基础上发展起来的。作为文明古国,中国是使用这一技术较早的 之一,远在公元前数,我国古代劳动人民就创造了这种失蜡铸造技术,用来铸造带有各种花纹和文字的钟鼎及器皿等制品,如春秋时的曾侯乙墓尊盘等。曾侯乙墓尊盘底座为多条相互缠绕的龙,它们 尾相连,上下交错,形成中间镂空的多层云纹状图案,这些图案用普通铸造工艺很难制造出来,而用失蜡法铸造工艺,可以利用石蜡没有强度、易于雕刻的特点,用普通工具就可以雕刻出与所要的曾侯乙墓尊盘一样的石蜡材质的工艺品,然后再附加浇注系统,涂料、脱蜡、浇注,就可以精美的曾侯乙墓尊盘。
不锈钢铸造存在的常见技术问题:
不锈钢铸造的技术问题一直围绕我们很久了,这么长时间以来,我们都在不断的进行研究和不断改进,但是有些技术问题还是难以解决,存在一些瑕疵,比如说,浇注系统的设计不太合理,存在卷气、夹杂等缺陷,导致了产品的合格率低;还有就是常常会出现铸件裂纹的问题,铸造加工余量大,还有大型逐渐偏析和夹杂物缺陷严重。大型铸钢件和大型钢锭在凝固结束后,在冒口根部、铸件的厚大断面存在宏观偏析、晶粒粗大问题。这些问题都是目前常常遇到的问题,每个厂家都需要进行,以免出现不锈钢铸造产品质量问题。
铸造和翻砂铸造的区别:
铸造和翻砂铸造是 常用的两种铸造方式,在一些铸造加工的时候往往不知道该怎么选择这两种方式,下面就简单介绍一下它们的区别在哪。铸造:先做出蜡件也便是末了铸件的样子,然后在蜡模上挂浆料,粘砂子,使其在蜡件外貌形成一个壮实的壳,接下来加热,把蜡排失,把钢水或铝水倒入空壳里,冷却后振碎壳,就可以想要的铸件。精铸件外貌,尺寸 ;砂铸也称翻砂,先用木头做出铸件的样子,通常选用的质料是木头,也有用金属型的,把木型埋在砂子里,再把木型取出,这样砂子就型成了一个型腔。把钢水倒出型腔里,冷却后便是所需的铸件样式。砂铸件外貌质量差,尺寸不如精铸件 ,但成本比精铸低。要是批量很大, 好接纳压铸模具,,单件成本低;相对铸造模具和砂铸模具来说,压铸模具费用要高一些。
不锈钢铸造后处理:
不锈钢铸造在铸造完成后还要经过一系列的后处理,后处理主要是对产品表面质量和整体形状进行处理,它的工序 为复杂,包括抛丸、喷砂、咬酸、酸洗、粗磨、精磨、、焊修、电抛光、研磨等工序。在后处理工序中,产品没有固定的工艺流程,通常根据产品结构和现场的工作安排来协调加工流程。如在清理过程中,抛丸、喷砂、粗磨就没有先后顺序可以根据现场情况协调。对于表面质量要求比较高的产品。要进行喷砂处理。喷砂是以压缩空气为动力,通过喷枪将砂料高速喷击铸件表面,以残留在铸件外表和内孔中的残砂及氧化皮。工艺上对喷砂使用的砂的种类、粗细以及喷砂压力都有明确要求。因为压力过大容易造成产品表面损伤,操作时还要注意不要把铸件正对喷枪口摆放,以防喷伤铸件。喷砂后的产品表面比抛丸后的产品表面细腻得多。粗磨是用砂布带将内浇口磨低,磨至离铸件表面高度小于1mm.然后精磨,根据不同表面质量要求的产品,选用不同粗细的砂布带进行精磨。精磨时 精力集中,以防磨伤产品表面从检验车间转到焊修车间的都是表面有缺陷的产品。
一般来说产品的表面缺陷可分为两大类:凸出类和凹陷类。凸出类缺陷有:飞边、毛刺、钢豆或较明显的合模线等。凹陷类缺陷有:气孔、缩坑、切伤、磨伤等。修磨和焊补即是分别针对表面这两大缺陷的修补方式。修磨主要就是利用气动风枪、绞磨机等修磨工具,装上不同型号和类型的磨头。把产品表面的凸出类缺陷修平、磨平。修产品大表面上的凸出类缺陷的时候会选择砂磨头,比较快。但是有一些孔、沟、槽等砂磨头修不到的地方就会用到钢磨头。因为钢磨头比较细,修那些比较小的地方会 便捷。焊补则是针对凹类缺陷的方式,比如:气孔、缩坑、切伤、磨伤等。和焊修的目的相同。就是通过不同方式产品不同类型的缺陷,使不合格的产品合格。它主要是针对形状变形产品的校正。一般容易变形的都是一些造型简单、壁厚较薄的产品。至于那些壁厚较厚、而结构又复杂的产品则比较不易变形。对于一些可预见的变形,一般都会在压蜡工序中采取冷却工装、合理摆放等措施来进行预防以减少变形率、返修率。